
Продукция






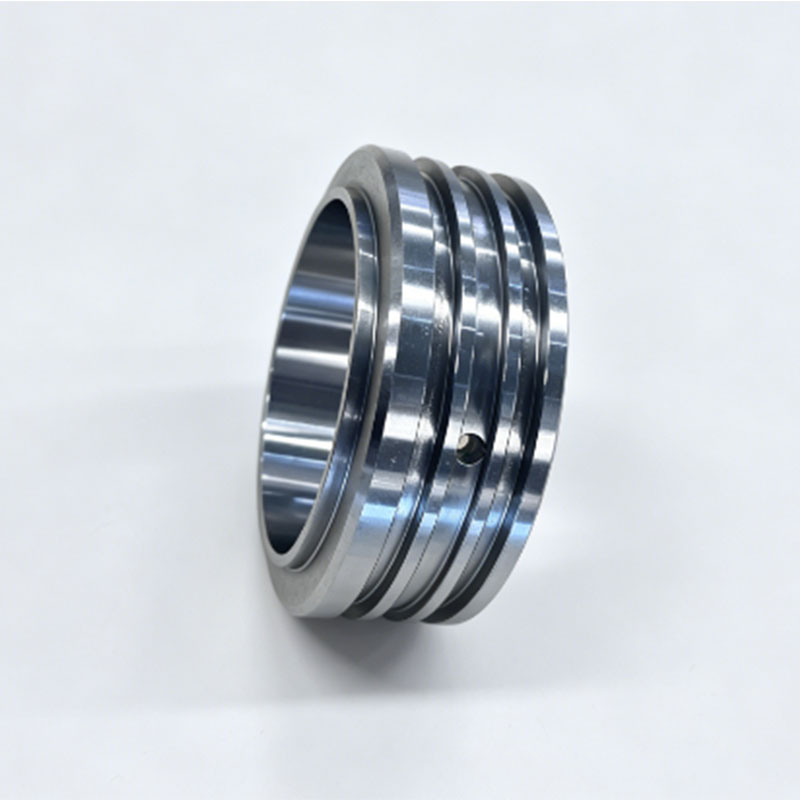
Шкив коленчатого вала
Шкив коленчатого вала: в качестве сырья используется серый чугун HT200 / HT250 или высокопрочный чугун с шаровидным графитом QT450 / QT500 по национальному стандарту. Формование осуществляется методом литья в смоляные песчаные формы.
Описание
маркер
Введение в продукт
Шкив коленчатого вала: в качестве сырья используется серый чугун HT200 / HT250 или высокопрочный чугун с шаровидным графитом QT450 / QT500 по национальному стандарту. Формование осуществляется методом литья в смоляные песчаные формы. Внутренняя структура заготовки плотная, без таких литейных дефектов, как газовые раковины, усадочная рыхлота и трещины. На этапе механической обработки применяются высокоточные токарные станки с ЧПУ и обрабатывающие центры, обеспечивающие прецизионную обработку поверхностей ручьёв ремня, внутреннего отверстия, торцевых поверхностей и шпоночного паза. Шероховатость поверхности Ra≤3,2 мкм. Перед сборкой в обязательном порядке проводится динамическая балансировка для обеспечения значений вибрации в допустимых пределах при высокоскоростном вращении. Шкив расположен на переднем конце коленчатого вала двигателя, является источником мощности для всей вспомогательной системы двигателя и отвечает за передачу вращающего момента от коленчатого вала на ремень. В условиях высоких температур, высоких оборотов и высоких нагрузок изделие должно обладать превосходной износостойкостью, сопротивлением ползучести и усталостной прочностью. Высокоточные ручьи ремня обеспечивают хорошее прилегание ремня к шкиву, предотвращают проскальзывание в передаче и снижают потери энергии. Прецизионные внутреннее отверстие и шпоночный паз гарантируют жёсткое соединение с коленчатым валом, обеспечивая высокую эффективность и плавность передачи мощности.
")
")
")
связаться с нами
Сопутствующие популярные продукты
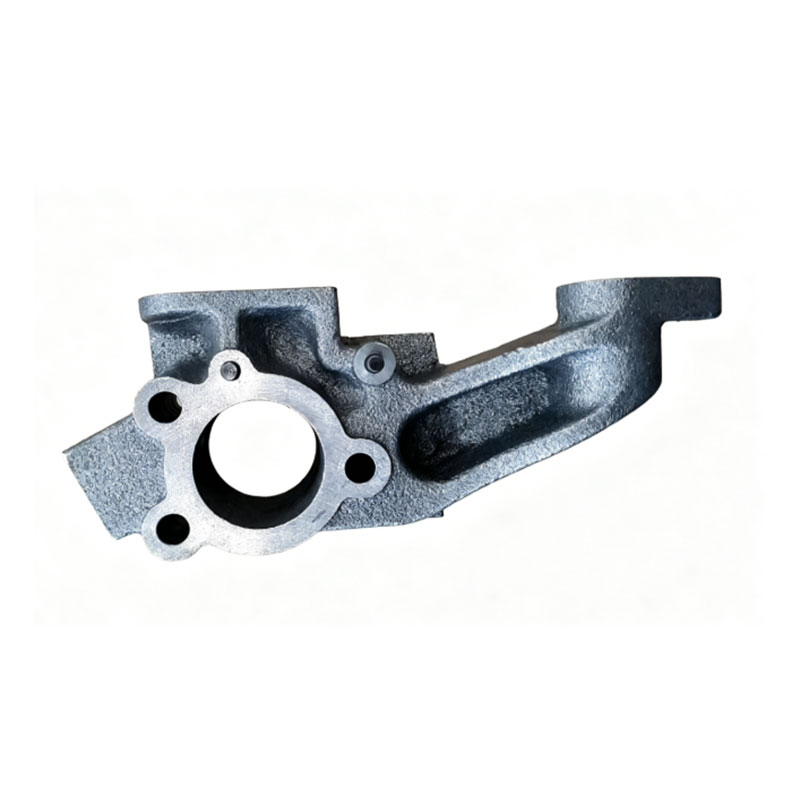
Подводящий водяной патрубок
Подводящий водяной патрубок является ключевым литым трубопроводным компонентом системы охлаждения дизельного двигателя. Он соединяет выходной патрубок радиатора с входом водяного насоса двигателя, выполняет задачу подачи и рециркуляции низкотемпературной охлаждающей жидкости, обеспечивает стабильное пополнение потока для малого и большого циркуляционных кругов двигателя, балансирует рабочую температуру воды в двигателе и предотвращает перегрев двигателя.

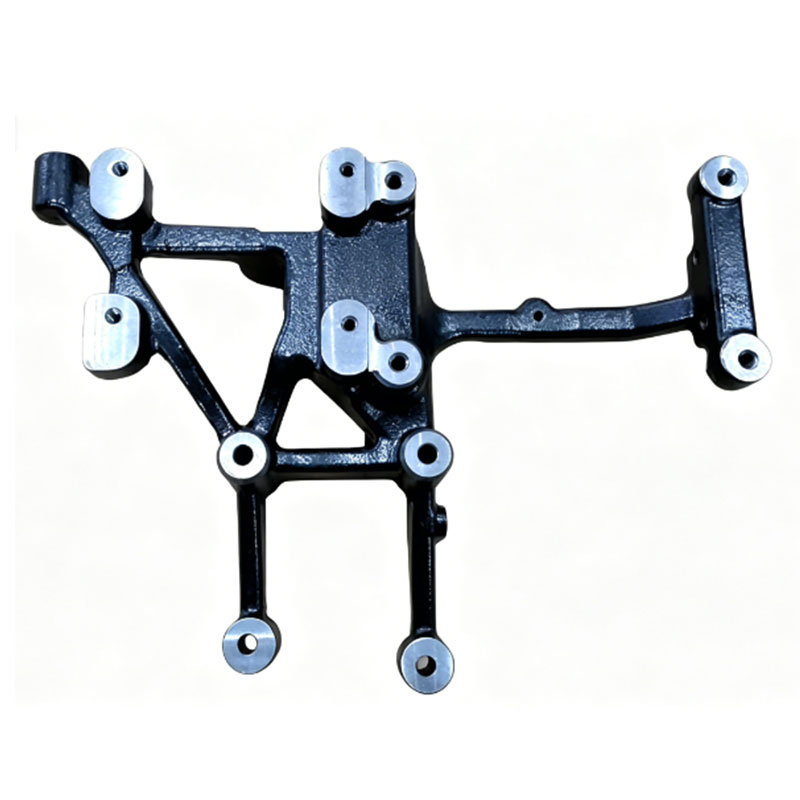
Кронштейн двигателя
Кронштейн двигателя, также называемый опорным кронштейном или лапой двигателя, является ключевым несущим литым компонентом силового агрегата автомобиля. Он в основном предназначен для поддержки и фиксации двигателя и коробки передач, изоляции рабочих вибраций двигателя, амортизации ударных нагрузок от дорожного полотна и предотвращения передачи вибраций на раму и в кабину.

Кронштейн вентилятора
Кронштейн вентилятора двигателя в сборе: в качестве сырья используется серый чугун HT200 / HT250 и высокопрочный чугун с шаровидным графитом QT450 / QT500 по национальному стандарту.
Корпус термостата
Корпус термостата является ключевым литым компонентом системы охлаждения дизельного двигателя. Он устанавливается на выходном отверстии головки блока цилиндров, имеет встроенные посадочные места для термостата, датчика температуры и интерфейс перепускного канала, управляет переключением между большим и малым циркуляционными кругами охлаждающей жидкости, собирает горячую воду из головки блока цилиндров и направляет её в радиатор и контур отопителя, стабилизирует рабочую температуру двигателя.
Кронштейн генератора
Кронштейн генератора является важным несущим литым компонентом ременной системы привода передней части двигателя. Он обеспечивает надёжную неподвижную установку генератора, точное позиционирование межцентрового расстояния шкивов и совместно с натяжным шкивом, натяжным роликом и поликлиновым ремнём образует замкнутый контур привода.

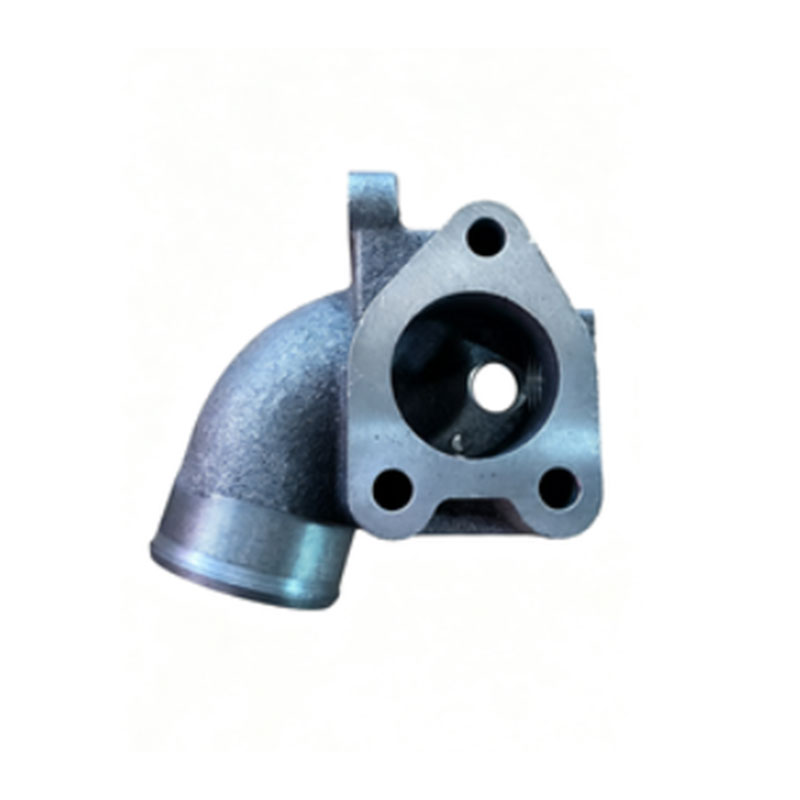
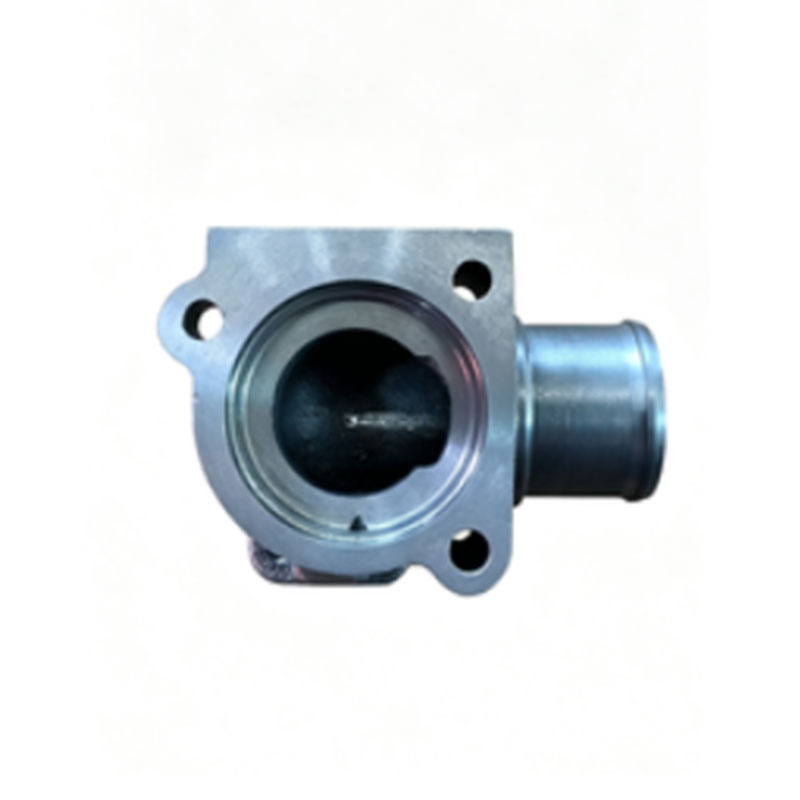
Корпус отводящего патрубка
Корпус отводящего патрубка (также называемый отводящим коллектором или отводящим фланцем) является ключевым литым компонентом системы охлаждения двигателя. Он устанавливается на выходном отверстии головки блока цилиндров или блока цилиндров двигателя и представляет собой критически важный узел, через который охлаждающая жидкость поступает из двигателя в радиатор и контур отопителя.

Кронштейн натяжителя
Кронштейн натяжителя является ключевым несущим литым компонентом передней ременной системы двигателя. Он специально предназначен для неподвижной установки натяжителя ремня, точного позиционирования установочной базы натяжителя и совместно с натяжным роликом, генератором, компрессором кондиционера и шкивом водяного насоса образует замкнутый контур привода.

Выпускной коленообразный патрубок с оболочкой
Соединительный патрубок выпускной системы с теплоизоляционной оболочкой является ключевым соединительным компонентом выпускной системы автомобильного двигателя.

Втулка
Широко применяется в таких узлах коммерческого транспорта, как втулки листовых рессор, втулки стабилизаторов поперечной устойчивости, втулки верхних и нижних рычагов подвески, втулки рулевых тяг, втулки кронштейнов двигателя, втулки шкворней и пальцев ведущих мостов, втулки опор кабины и т.д

Шкив
Шкив вентилятора. Наша компания специализируется на производстве шкивов вентилятора для передней ременной системы привода дизельных двигателей. Заготовка изготавливается методом цельного литья в песчаные формы из серого чугуна HT250 или высокопрочного чугуна с шаровидным графитом QT450 по национальному стандарту.
Соединительный патрубок подвода воды
Соединительный патрубок подвода воды из серого чугуна является ключевым литым комплектующим системы охлаждения дизельных двигателей коммерческого транспорта.

Картер сцепления
Картер сцепления: является ключевым соединительным корпусом двигателя и сцепления в сборе, выполняет функции передачи мощности, конструкционной защиты и несения фиксирующей нагрузки агрегата. Материал обладает превосходными собственными демпфирующими свойствами, что позволяет эффективно ослаблять ударные вибрации в трансмиссии.
Маслонаправляющее кольцо
Маслонаправляющее кольцо коммерческого транспорта (также называемое маслосборным кольцом или маслоотражательным кольцом) является ключевым сопутствующим компонентом систем смазки таких основных агрегатов, как двигатель, коробка передач и ведущий мост.
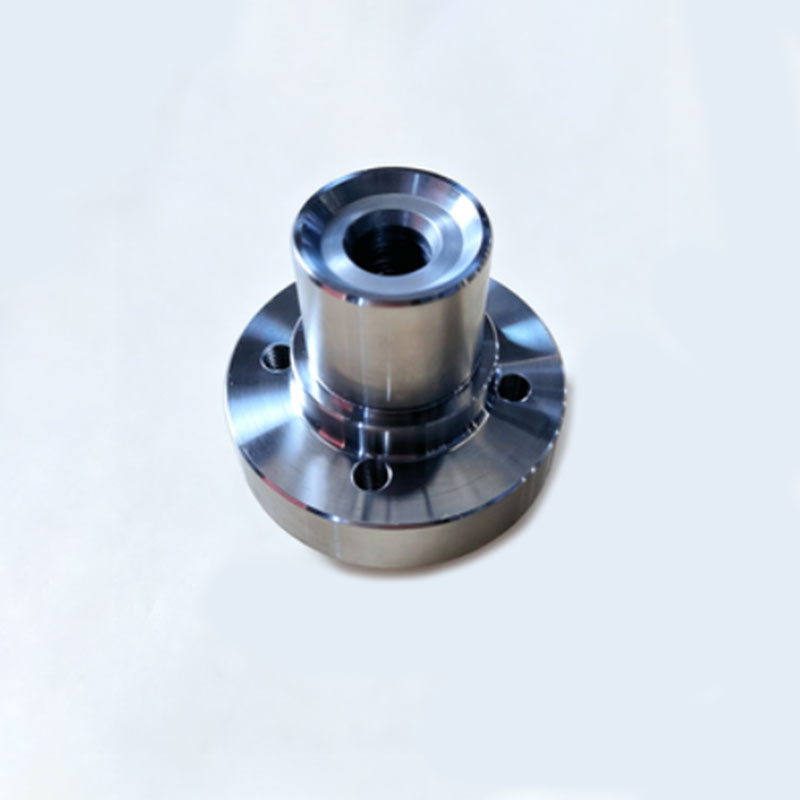
Ступица колеса
Ступица колеса вентилятора является ключевым несущим компонентом охлаждающего вентилятора двигателя.

Соединительный патрубок выпускной системы
Соединительный патрубок выпускной системы является ключевым стыковочным компонентом выпускной системы и широко применяется в автомобилях, строительной технике, промышленном оборудовании, а также в системах вентиляции и отвода дымовых газов.

Кронштейн навесного оборудования
Кронштейн навесного оборудования является многофункциональным ключевым несущим литым компонентом передней ременной системы двигателя. Он в основном предназначен для централизованной поддержки и фиксации различных навесных агрегатов двигателя, комплексной компоновки структуры ременного привода и совместно с генератором, компрессором кондиционера, натяжным роликом и натяжителем образует замкнутый контур привода.



